


機(jī)器人焊接三角板與橋殼坡口焊縫的多層多道
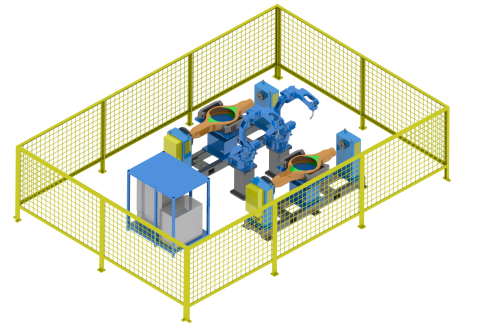
三角板機(jī)器人焊接工作站
1、焊接對(duì)象:
工序名稱:三角板與橋殼連接處“V”型的機(jī)器人焊接
工件焊前狀態(tài): 焊前已先通過工裝點(diǎn)固
2、焊接工藝及方式:
l 焊接工藝:自動(dòng)焊接機(jī)器人,配套超低飛濺數(shù)字脈沖焊接電源RD350,另配置TBI清槍剪絲系統(tǒng),定期清理機(jī)器人焊槍。
l 焊接方式:工件位置相對(duì)固定,通過機(jī)器人自身的姿態(tài)變換完成焊縫的焊接工作;兩層及內(nèi)外焊接,自動(dòng)切換不同的電流、電壓、焊接速度等工藝規(guī)范。
l 生產(chǎn)節(jié)拍估算:約20分鐘/件(焊接3層計(jì)算;正面2層,反面1層)
3、設(shè)備組成:
設(shè)備主要由安川機(jī)器人MA1440、單軸頭尾架式伺服變位機(jī)、焊接定位夾具、清槍剪絲器、控制系統(tǒng)、操作盒、焊接電源(兩臺(tái))、外圍防護(hù)系統(tǒng)等組成。
4、弧焊機(jī)器人控制系統(tǒng):
整機(jī)控制采用集成控制柜、操作盒組合結(jié)構(gòu),操作盒具有啟動(dòng)、暫停及急停等按鈕,可以外部快速控制設(shè)備的運(yùn)行及停止。
5、生產(chǎn)工藝流程:人工將工件裝夾的伺服變位機(jī)1#工位上,液壓夾緊工件,然后按啟動(dòng)——機(jī)器人自身回轉(zhuǎn)到1#工位——機(jī)器人開始焊接正面焊縫(同時(shí)進(jìn)行2#工位的工件裝卸工作)——完成該面后,機(jī)器人復(fù)位,液壓夾緊松開,變位機(jī)夾緊工件,液壓夾緊工裝落下,變位機(jī)帶工件翻轉(zhuǎn)180°,液壓夾緊工裝升起,變位機(jī)松開工件,液壓夾緊工裝夾緊工件——機(jī)器人開始焊接反面焊縫——焊接完成后,機(jī)器人復(fù)位并回轉(zhuǎn)到2#工位,液壓夾緊工裝松開,人工吊下工件,焊接變位機(jī)復(fù)位,人工吊裝工件,液壓夾緊工裝夾緊工件——進(jìn)入下一工作流程——依次循環(huán)
6、機(jī)器人焊接節(jié)拍計(jì)算:
焊縫總長度:200×2(條)×2(內(nèi)外)×2(側(cè))×2(面)×2(層)=6400mm
焊接時(shí)間:外焊縫3200/350=9.2min (焊接速度以350mm/min)
由于采用雙機(jī)焊所以 9.2min/2=4.6min
內(nèi)焊縫1600/350=9.2min(內(nèi)焊縫空間小,無法雙機(jī)焊)
輔助時(shí)間: 1.5min
機(jī)器人跳轉(zhuǎn)時(shí)間:20S
變位機(jī)變位時(shí)間:10S
節(jié)拍時(shí)間(理論):4.6min+9.2min+1.5min+30S=15.8min
實(shí)際實(shí)際: 15.8min/0.8(效率)=20min
